
新闻列表
联系方式
武汉安德热处理设备有限公司
销售热线:18971164505 13627269862
售后热线:13554277385 13036158265
传 真:027-82353301
邮 编:430012
地 址:武汉市江岸区黑泥湖工业园31号
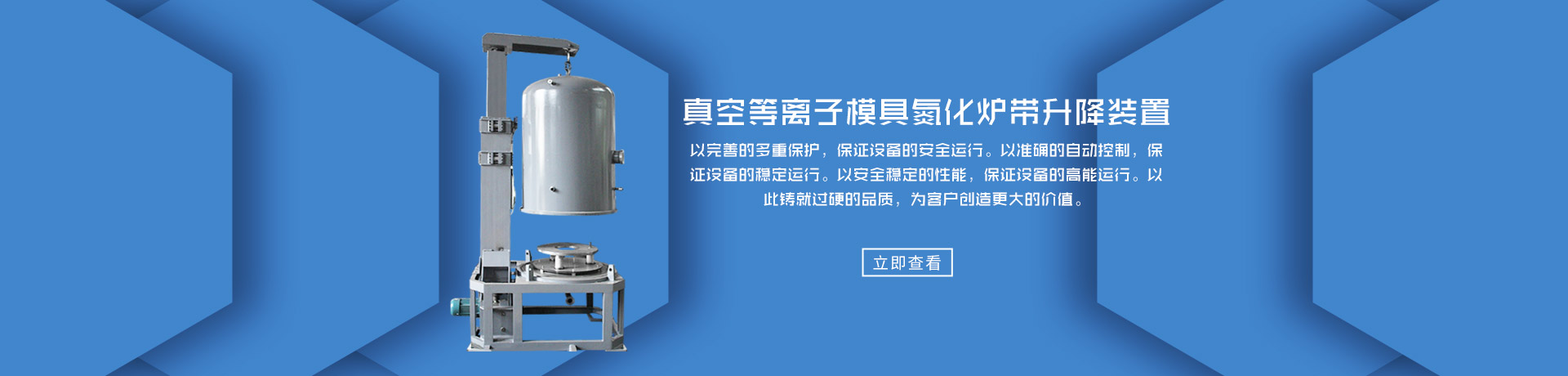
辉光离子氮化设备如何通过灭弧防护提升零件的表面质量?
信息来源:https://whadd.com/ 作者:离子氮化炉公司 发布时间:2026-07-13 16:32
2026年动力、机床等行业对机械零件的表面处理要求持续提升,辉光离子氮化作为常用的表面强化工艺,在处理小尺寸、高精度零件时,很容易因为局部弧光放电在工件表面形成麻点、烧蚀痕迹,直接影响零件的成品合格率。做好设备的灭弧防护设计,能大幅降低这类异常情况的出现概率,让氮化表面质量更稳定。
一、实时弧光检测的响应逻辑
1、在设备的供电回路里设置多点位的电压、电流采集模块,实时捕捉辉光放电过程中突然出现的弧光信号。
2、当检测到弧光特征信号时,快速触发电路的响应动作,在短时间内切断供电输出,避免弧光持续灼烧工件表面。
3、弧光消除后,自动恢复正常的辉光供电状态,不用中断整体工艺流程,减少温度波动对氮化层的影响。
二、分区供电的灭弧优化设计
1、把炉内的供电区域划分为多个独立的小单元,每个单元单独配置对应的灭弧防护回路。
2、单个区域出现弧光时,只切断对应区域的供电,其他区域的辉光状态可以保持稳定运行。
3、针对不同尺寸的零件,可灵活调整对应区域的供电参数,适配不同工件的灭弧防护需求。
三、工件预处理的配套辅助措施
1、装炉前清理干净工件表面的毛刺、尖锐棱角,减少这些位置电场集中引发弧光的概率。
2、合理排布炉内零件的装夹位置,避免工件之间距离过近,出现局部电场叠加诱发弧光的情况。
3、工艺初期先采用较低的电压参数起辉,让工件表面逐步进入稳定的辉光状态,降低起弧的可能性。
整体来看,灭弧防护不是单一的电路功能,是从硬件设计到工艺操作的系统性配合,能有效减少零件表面的烧蚀缺陷,让辉光离子氮化的处理效果更稳定。
本文部分内容为ai辅助,已结合2026年辉光离子氮化设备的实际运行场景与零件表面处理的工艺需求进行人工修订,希望能对大家在辉光离子氮化工艺的表面质量管控工作方面有所帮助。
武汉安德热处理设备有限公司
销售热线:18971164505 13627269862
售后热线:13554277385 13036158265
传 真:027-82353301
邮 编:430012
地 址:武汉市江岸区黑泥湖工业园31号
鄂ICP备11015697号-1
流量统计

扫一扫立即咨询